齿轮设计不踩坑:一文看懂塑料齿轮材料选型
做塑料齿轮设计的工程师应该都遇过这种糟心情况:刚量产的齿轮精度达标,用了一段时间就齿隙变大、啮合异响,甚至卡滞罢工—— 说到底,都是精度保持性出了问题。
塑料齿轮的精度保持性,不是单靠加工精度就能保证的,而是材料、设计、工艺多维度共同决定的结果。简单来说,就是齿轮在温度、湿度、载荷、长期工作的考验下,模数、齿形、齿距、同心度始终“不跑偏” 的能力。
今天就从工程实操角度,把影响塑料齿轮精度保持性的核心因素讲透,还有对应选型和设计技巧,看完直接能用在方案里!










(一)、精度保持性的核心定义
齿轮精度保持性=在温度、湿度、载荷、时间变化下,齿轮模数、齿形、齿距、同心度不跑偏的能力。简单说:不变形、不膨胀、不收缩、不翘曲。
(二)、影响精度保持性的5 大关键因素
材料本身,是精度保持性的核心根基
塑料的固有特性,直接决定了齿轮精度的“先天上限”,这也是最容易被忽视的关键,其中这5个指标尤为重要。
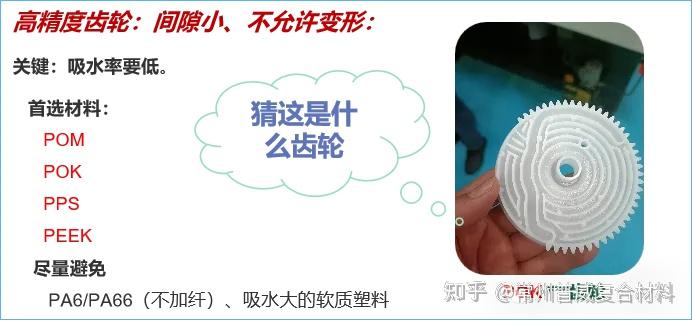
1. 吸水率:精度第一 “杀手”,避坑首选低吸水材料
这是塑料齿轮精度第一杀手。
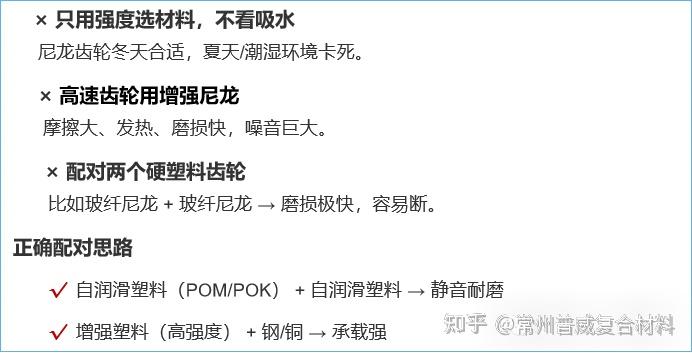
尼龙类(PA6/PA66/PA12)是吸水重灾区,吸水后尺寸会膨胀 0.1%~0.5%,直接导致齿厚变大、中心距偏移,轻则噪音飙升,重则齿轮卡滞。这也是为什么很多尼龙齿轮冬天用着没问题,夏天潮湿环境就罢工的原因。
结果:齿厚变大→ 卡滞、噪音变大、力矩飙升中心距变化 → 啮合变差
低吸水材料排序(精度保持性从优到差):PEEK > PPS > POK > POM > PPA > PA12 > PA66 > PA6,高精度齿轮直接从前面选,别踩无改性尼龙的坑。
结论:高精度齿轮,优先选低吸水材料。
2. 热膨胀系数:温度波动大,选低热胀材料
热胀系数越小→ 精度越稳
塑料遇热必膨胀,热膨胀系数越小,温度变化时尺寸越稳定。尤其汽车机舱、电机旁这类温度波动大的场景,一定要重视这个指标。玻纤增强改性能显著降低热胀系数,是提升尺寸稳定性的常用手段,高精度场景优先选PPS、PEEK、玻纤增强 PPA/ PBT。
3. 刚性与抗蠕变性:长期受力,别让齿轮 “慢慢变形”
蠕变就是塑料在长期载荷下的缓慢塑性变形,齿轮的受力核心在齿根,蠕变会让齿形变瘦、齿隙变大,最终传动间隙超标、出现异响。
抗蠕变性能排序:PEEK > PPS > PPA > POM > POK > PA66+GF,重载、长期连续工作的齿轮,优先选抗蠕变好的材料。
4. 成型 & 后收缩率:注塑后别让齿轮 “自己变尺寸”
塑料齿轮注塑成型后,不会立刻定型,还会有几小时到几天的后收缩,收缩率大、不稳定的话,会直接导致齿距误差、内孔变形、平面翘曲。
收缩稳定的优选材料:POM、PPS、PEEK、PPA;尽量避开:软质塑料、非改性尼龙、部分 PP/PE,这类材料收缩波动大,精度根本守不住。
5. 设计 + 工艺,决定精度保持性的 “后天表现”
再好的材料,设计不合理、工艺不到位,精度也会大打折扣。90% 的精度问题,都出在这部分细节里,重点避这五个坑:
(1)壁厚不均:收缩不一致直接导致齿轮翘曲,设计时尽量保证壁厚均匀,减少局部应力集中;
(2)加强筋乱加:太多、太粗的加强筋会产生内应力,后续慢慢释放就会让齿轮变形,筋条设计以“够用为主”,兼顾脱模和应力;
(3)进浇口位置不合理:浇口位置选不好,会导致熔体填充不均,出现齿距波动,齿轮进浇口优先选对称位置,避免单侧填充偏差;
(4)注塑工艺不稳定:温度、压力、冷却时间波动,会直接造成尺寸偏差,量产时必须固化工艺参数,做好过程管控;
(5)未做后处理:注塑后的齿轮如果不做退火、吸湿调理,后收缩会加剧,精度快速衰减,高精度齿轮一定要做针对性后处理。
(三)、一句话总结:做好精度保持性,就抓这5 点
塑料齿轮想长期保精度,核心就是低吸水+ 低热膨胀 + 低蠕变 + 低收缩 + 好工艺,材料选对是基础,设计和工艺做细是关键,少一个环节都容易出问题。
其实塑料齿轮的设计选型,从来不是单看某一个指标,而是结合载荷、转速、工作环境的综合考量。如果你的齿轮有具体的使用场景(比如高速静音、重载高温),可以对照这些要点快速选型,避开那些90% 的人都会踩的设计坑。
(四)、直接给你:精度等级对应的材料推荐
不用再纠结选什么材料,按自己的精度需求直接挑,性价比和实用性拉满:
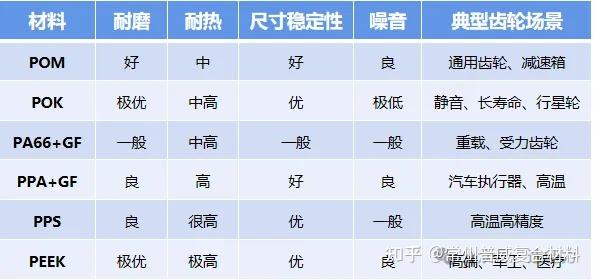
1、普通精度(玩具、普通小家电):POM、PA66+GF,性价比高,满足基础需求;
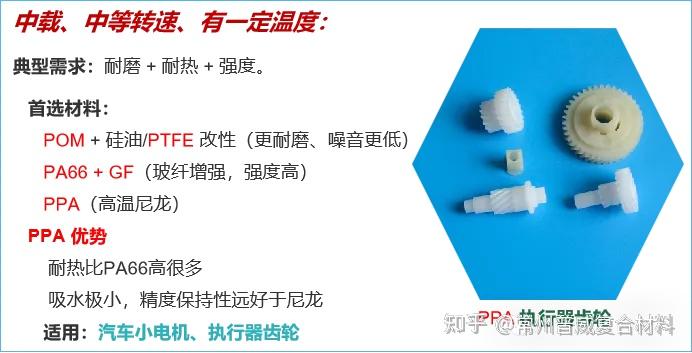
2、中高精度(家电电机、汽车执行器):POK、PPA、POM 耐磨改性,低吸水、尺寸稳,适配中等复杂场景;
3、高精度(汽车精密传动、工业减速箱):PPS、玻纤增强 PPA,低热胀、抗蠕变,温度波动下也能守得住精度;
4、超高精度(医疗设备、精密减速器):PEEK,各项性能拉满,低吸水、高热稳、强抗蠕变,就是成本偏高,适合高端场景。